
























НАЗНАЧЕНИЕ:
Ленточнопильный автоматический станок MetalTec BS СA предназначен для резки заготовок из металлов: цветных, никелевых, титановых, а также высоколегированных и конструкционных сталей.
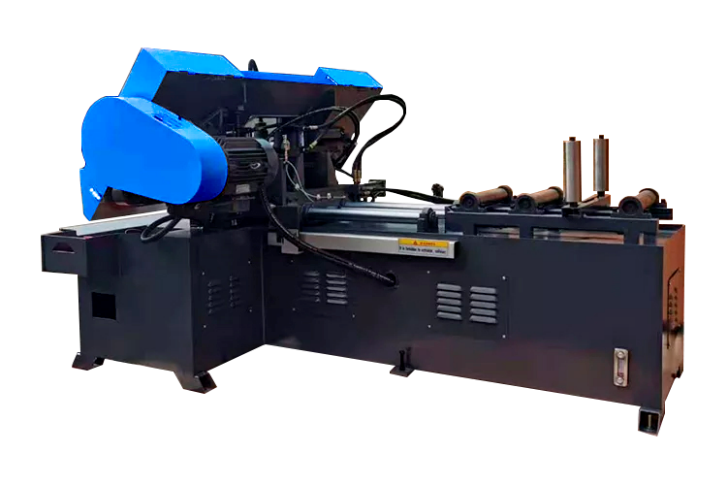
Конструктивное устройство станка, классическое для данного типа оборудования: в качестве базы используется станина, а в качестве режущего модуля - пильная рама. Пильная рама симметрично базируется на двух колоннах высокой стабильности, которые обеспечивают точное и плавное перемещение режущего модуля в процессе обработки.
На данном станке осуществляется обработка в автоматическом режиме. В автоматическом режиме - станок самостоятельно осуществляет весь цикл резки: фиксация заготовки, опускание рамы, процесс резки, остановка пильного полотна, поднятие рамы, разжатие основных тисков, и продвижение заготовки.
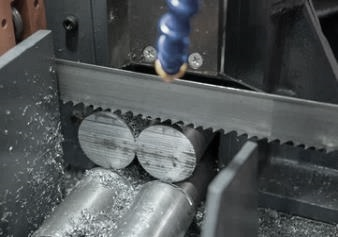
Непосредственно процесс резки осуществляется пильным полотном (ленточная пила), которая сварена в кольцо и установлена на пильной раме, методом натяжения на шкивы. Привод осуществляется одним шкивом, что является типовым для данного вида оборудования.
ОСНОВНЫЕ ОСОБЕННОСТИ:
- Высокотехнологичные направляющие пильного полотна повышенной жесткости, позволяют продлить срок службы пильного полотна и повысить качество обработки детали;
- Сбалансированная пильная рама, обеспечивает надежный и стабильный процесс резки;
- Плавный и точный подъем / опускание пильной рамы - благодаря 2 колонной конструкции;
- Тиски с гидравлическим прижимом, оптимально удобны для фиксации заготовок разных размеров;
- Автоматическая остановка пильного полотна и поднятие пильной рамы после окончания резки;
- Точная настройка пильного полотна, позволяет устранить люфт и обеспечить точный и безопасный процесс резки. Для достижения наилучшего качества и скорости резки, скорость подачи можно плавно отрегулировать;
- Точная и плавная настройки скорости движения пильного полотна, позволяет оптимально продлить ресурс прочности пильного полотна, и обеспечивает наилучший процесс резки;
- Автоматическое продвижение заготовок и подача их в зону резки, позволяет с высокой точностью ± 0,2 мм выполнять повторение предыдущего цикла пиления.
СХЕМЫ ОБРАБОТКИ:
| СТАЛЬНЫЕ ТРУБЫ | ПРОКАТ РАЗЛИЧНОЙ ФОРМЫ | МЕТАЛЛИЧЕСКИЙ ПРУТОК |

|

|
 |
ПРЕИМУЩЕСТВА АВТОМАТИЧЕСКОГО ЛЕНТОЧНОПИЛЬНОГО СТАНКА:
- Автоматическое опускание и подъем пильной рамы, продвижение материала - позволяет автоматизировать процесс резки от первой загрузки заготовки до получения готовых заготовок, а также повысить производительность, качество резки и безопасность при работе.
- Высокая точность обработки благодаря управляемым направляющим с подшипниками - позволяет получить более качественный рез в сравнении с аналогами других производителей.
- Экономия материала при обработке, за счет малой ширины резки - позволяет экономить материал, а также производить точный распил за счет минимальной вибрации ленточного полотна.
- Пакетная резка, и резка нескольких заготовок одновременно - позволяет экономить время на обработку, распиливая несколько заготовок за одну установку.
- Возможность резки различных заготовок: труб, профилей и т.д. - делает станок широко применимым как на мелких производствах и мастерских, так и серийно обработать большинство материалов.
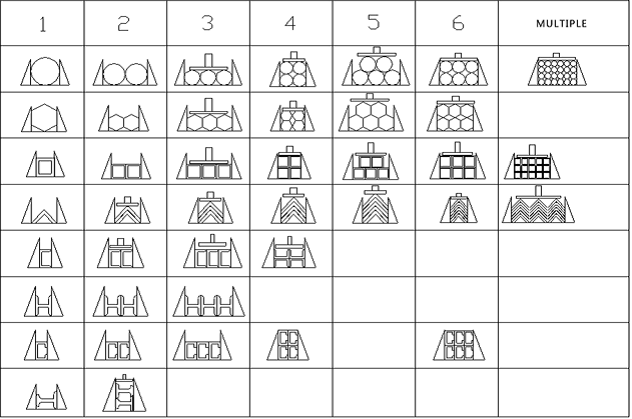
ПРИНЦИПЫ УКЛАДКИ ЗАГОТОВОК ДЛЯ ЗАЖИМА:
Для обеспечения стабильности положения заготовок при пилении, следуйте общим правилам укладки заготовок для зажима в тисках. Основные принципы и примеры укладки, в зависимости от формы поперечного сечения заготовки и количества укладываемых заготовок представлены на следующей диаграмме.
Неправильное крепление и сохранение подвижности может привести к смещению заготовки в процессе пиления и повреждению пильного инструмента.
Конструктивные особенности

|
НАПРАВЛЯЮЩИЕ ПИЛЬНОГО ПОЛОТНА Точное направление полотна с сохранением точности распила, осуществляется благодаря направляющим с двух сторон (выхода и входа полотна). Плавность и стабильность хода достигается благодаря подшипникам. Жесткие направляющие позволяют надежно подавать ленточное полотно, избегая вибрации. |

|
КОЛОННЫЙ ТИП СТАНКА Пильный модуль перемещается по двум массивным колоннам. Данный способ установки пильного модуля обеспечивает в отличии от маятникового типа – точность и параллельность перемещения пильного модуля, плавность хода и жесткость подачи. Массивная жесткая станина превосходно справляется с вибрациями в процессе резки, чем продлевает ресурс инструмента и сохраняет точность обработки. |
|
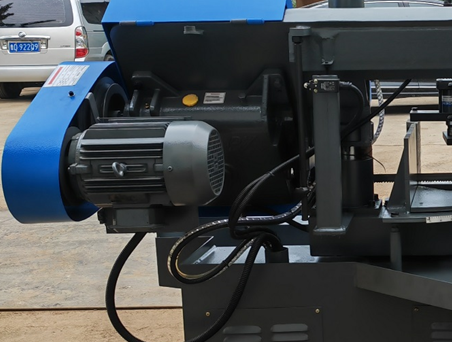
ГЛАВНЫЙ ДВИГАТЕЛЬ Мощный промышленный двигатель обеспечивает стабильную работу и производительность. На станки устанавливаются двигатели мощностью 3 и 4 кВт. |

|
ПАНЕЛЬ ОПЕРАТОРА Эргономичная панель оператора позволяет беспрепятственно управлять рабочими узлами станка:
|

|
ГИДРАВЛИЧЕСКИЕ ТИСКИ Станок оснащен надежными гидравлическими тисками для надежной фиксации заготовки. Зажим и разжатие гидравлических тисков осуществляется в автоматическом режиме при начале и остановке цикла. |

|
РЕГУЛИРОВКА СКОРОСТИ ПИЛЕНИЯ Бесступенчатая регулировка скорости – 20 - 80 м/мин. |
|
АВТОМАТИЧЕСКАЯ ПОДАЧА Т – образная конструкция станка включает автоматический рольганг для базирования и продвижения заготовок в зону пиления. Максимальное продвижение за один раз – 500 мм. Рольганг оснащен ограничительными и поддерживающими роликами для надежного и перпендикулярного базирования длинных заготовок, а также для плавной подачи. |

|
ГИДРАВЛИЧЕСКИЙ ПРИЖИМ ДЛЯ ПАКЕТНОЙ РЕЗКИ Станок оснащен гидравлическим прижимом для пакетной резки, позволяющим надежно фиксировать несколько заготовок для получения точного и качественного реза. |
- гидравлические тиски
- ленточное полотно
- гидравлический прижим для пакетной резки
- автоматический рольганг с продвижением
- датчик наличия заготовки в зоне резания
- лампа освещения рабочей зоны
- ящик с инструментами
- конвейер удаления стружки
- регулировка скорости пиления
- чпу контроллер
- моторизированный конвейер сбора стружки
Чтобы приобрести понравившийся товар, необходимо его забронировать. Есть несколько сценариев того, как это можно сделать.
- Нажать кнопку «Забронировать». Заполнить форму. Вписать информацию в поля: ФИО, телефон и e-mail. Далее нажать на кнопку «Отправить». Затем вам перезвонит наш менеджер, чтобы подтвердить ваше согласие на совершение покупки.
- Связаться с нами по телефону 7 800 707 92 21 или по электронной почте info@cpo-rf.ru, чтобы оформить заказ и получить дополнительную информацию.
Мы заключаем договор поставки, согласовываем объем оплаты. После предоплаты на расчетный счет отгружаем готовую продукцию.
Предоставляем несколько способов оплаты:
Оплата наличными
Заказ оплачивается наличными и осуществляется в нашем магазине по адресу г. Барнаул, ул Попова 181/3. Вместе с заказом выдается кассовый и товарный чек.
Оплата в безналичной форме
Возможна как для юридических, так и для физических лиц. После согласования заказа наш специалист вышлет Вам на электронную почту счет для оплаты. Необходимый для бухгалтерии пакет документов (оригинал счета на оплату, счет-фактура, накладная) будет выслан Вам вместе с заказом. Оплатите заказ через любой банк, действующий на территории России.
«Центр Промышленного Оборудования» сотрудничает с проверенными партнёрами-транспортными компаниями для доставки товаров по РФ и странам СНГ, а также готова организовать доставку через любую другую транспортную компанию по выбору клиента.
Доставка до терминала выбранной компании осуществляется бесплатно, в то время как стоимость перевозки до конечного пункта оплачивается заказчиком.
Стоимость и сроки доставки варьируются в зависимости от условий перевозки.
Доставка осуществляется со складов Барнаула, Новосибирска, Москвы, Екатеринбурга, Санкт-Петербурга.
Оборудование также может быть получено уполномоченным представителем Покупателя со склада в г Барнауле.
Передача оборудования Покупателю осуществляется при оформленной, надлежащим образом, доверенности, подтверждающей полномочия представителя Покупателя на получение товарно-материальных ценностей. По всем возникающим вопросам, пожалуйста, обращайтесь к нам по телефону 7 800 707 92 21 или отправьте свой запрос на info@cpo-rf.ru. Мы постоянно развиваем складскую программу в Барнауле и обеспечиваем наших клиентов актуальными запасами интересующей их продукции.
Вам может понравиться



Наши проекты
Услуги
Статьи
Выбор между кредитом и лизингом для покупки металлообрабатывающего оборудования — не про «где ставка ниже». Это про налоги, баланс, амортизацию и свободу распоряжаться активом.
В нашем новом материале мы честно сравнили оба варианта.
Прочитайте, прежде чем подписывать договор. Сэкономите не только деньги, но и нервы.
В новой статье разобрали по косточкам реальную себестоимость владения оборудованием.
Капитальные затраты, энергия, инструмент, простои, амортизация — покажем, как считать TCO и не переплачивать годами.
Читайте наш полный гайд.
Покупка нового металлообрабатывающего станка — это серьёзные инвестиции. Но как убедиться, что вы получили именно то, за что заплатили? Без чёткого плана легко пропустить скрытые дефекты, потерять гарантию или попасть на дорогой ремонт.
Мы собрали полный чек-лист по приёмке: от проверки упаковки до подписания актов. Внутри — таблица этапов, разбор типовых ошибок заказчиков и 20 пунктов контроля геометрии, сварки и покрытий.
Почему слетает ленточная пила по металлу в разгар рабочей смены? Внезапный сбой останавливает линию, увеличивает расходы и срывает сроки.
Мы детально разобрали технические причины: от ошибок в регулировке натяжения до скрытого износа шкивов. Вы получите пошаговые инструкции по настройке и профилактике. Верните станку стабильность, сократите простои и повысьте выработку цеха.
Мы разобрали 20 критических ошибок, которые совершают операторы ленточнопильных станков — от неправильного натяжения полотна до игнорирования режимов обкатки. Каждая ошибка описана с конкретными последствиями и способом устранения. Без воды, с таблицами параметров и готовым чек-листом для ежесменной проверки.
Читайте, если хотите понять, почему полотна у вас живут вдвое меньше нормы — и как это исправить за одну рабочую смену.
Статья полезна мастерам, операторам станков и всем, кто хочет продлить срок службы оборудования и улучшить качество реза.
Ленточная пила-автомат отрезала уже сотую деталь — и вдруг размер поехал. Плюс миллиметр, минус полтора, снова плюс. Станок в порядке, полотно новое, оператор опытный. Откуда погрешность?
Нестабильный рез на ленточнопильном станке по металлу — одна из самых раздражающих неисправностей: она не ломает оборудование сразу, но методично переводит металл в брак. В статье разобрали все причины, по которым размер начинает «прыгать»: от тупых зубьев и неправильного шага полотна до износа шкивов и сбитого режима резания.
Вы знаете, сколько на самом деле стоит один час работы вашего станка? Не «примерно», а с цифрами по каждой статье затрат: амортизация, электроэнергия, ленточное полотно, аренда, зарплата оператора. Без этой суммы любая цена на услуги резки — это угадайка, а не экономика.
В статье разобрали полную методику расчёта станко-часа: пять составляющих, готовая формула и конкретный пример с реальными цифрами. Отдельный блок — расчёт времени резания заготовки и таблица режимов для разных марок стали и алюминия.
В новом практическом руководстве мы разбираем бережливые стратегии для металлообработки от философии до конкретных инструментов.
Вы выставили угол на станке, закрепили заготовку, запустили пилу — а на выходе получили зазор в сварном шве, перекос конструкции и часы дополнительной шлифовки?
Проблема не в станке — в 90% случаев ошибки при угловой резке происходят из-за игнорирования пяти критических факторов, о которых молчат производители оборудования.
Резка алюминия ленточной пилой: 10 шагов к идеальному резу без заусенцев и поломок полотна.
Алюминий кажется простым материалом — мягкий, лёгкий, режется легче стали. Но именно эта «мягкость» становится ловушкой: полотно забивается стружкой, кромки покрываются заусенцами, а операторы совершают ошибки, которые стоят дорогого инструмента и времени.
Алюминий не «слипается» на полотне и не засоряет зубья — если знать правила.
При неправильной настройке мягкий металл превращается в липкую массу, забивающую желобки полотна и вызывающую перегрев.
Но при грамотном подходе ленточная пила режет алюминий быстрее стали: на скоростях 600–1500 м/мин против 20–80 м/мин.
Вы выбираете пильное полотно и обращаете внимание только на количество зубьев и толщину? А зря!
Покрытие полотна — один из самых важных, но часто упускаемых из виду факторов, который напрямую влияет на срок службы инструмента, качество реза и общую производительность.
Почему одно ленточное полотно быстро затупляется при работе со «сталью», а другое справляется без проблем? Всё дело в типе углеродистой стали.
Из нашей статьи вы узнаете, чем отличаются низко-, средне- и высокоуглеродистые марки стали, как содержание углерода влияет на твёрдость, свариваемость и обрабатываемость, а также почему важна даже разница в 0,01 % углерода.
Мы собрали ключевые рекомендации по выбору полотна, настройке станка, параметрам резки и правильному уходу за оборудованием.
Полезно для операторов, технологов и мастеров участков металлообработки.
Резка труб ленточной пилой — это не просто «пилить как пруток». Из-за полой структуры возникает прерывистый рез, вибрация и риск повреждения полотна.
В нашей статье — подробное руководство по выбору шага зубьев (TPI), различия между резкой одиночных труб и пакетов, влияние материала, толщины стенки и состояния заготовки.
Ищете надежное решение для резки титана, закаленной стали или композитных материалов?
Ленточные пилы с твердосплавными напайками — это не просто инструмент, а технологическое преимущество в металлообработке.