




































Автоматический ленточнопильный станок, предназначен для пиления труб максимальным диаметром 330 мм и прямоугольной профильной заготовки 460 x 250 мм под углом 90°.
На автоматических станках возможна работа как в ручном режиме, когда каждая операция выполняется вручную посредством нажатия соответствующей кнопки, так и в автоматическом режиме, когда станок выполняет весь цикл резания (зажим заготовки – подвод заготовки – запуск пилы – опускание рамы – остановка пилы – подъем рамы – отжим тисков). В последнем случае оператор должен лишь обеспечить подачу заготовок, предварительно настроить концевой ограничитель на необходимую длину получаемых заготовок и запустить цикл пиления кнопкой «Пуск».
Основные элементы:
- Угол пиления заготовок 90°; 15°; 30°; 45°; 60°.;
- Поворот рамы происходит на угол кратный 1°, поворот производится механически. Рама станка поворачивается за счёт жёсткого поворотного механизма.;
- Опускание и подъем рамы осуществляется за счет гидравлики автоматически. ;
- Длина подачи заготовки контролируется автоматически c ЧПУ (СNC), движение происходит по линейным направляющим гарантирующим точность подачи.;
- ЧПУ станка строится на PLC контроллере, ориентированном на работу в промышленном производстве (через развитый ввод сигналов датчиков и вывод сигналов на исполнительные механизмы).;
- Макс. единичный ход подающих гидравлических тисков – 50 0мм;
- Станок управляется трёхфазным двигателем.;
- Станок оснащён серводвигателем для плавной регулировки скорость вращения полотна 15-90 м/мин.;
- Предохранительные концевики на кожухе маховика и на лезвии, оберегающие станок от поломок в случае если лента повреждена.;
- Точная регулировка полотна позволяет добиться безлюфтового вращения в вертикальной плоскости, за счет конических подшипников и твердосплавных пластин.;
- Термозащита электродвигателя.;
- Высота от пола до основания тисков – 850 мм.;
- Система смазки и охлаждения полотна;
- Гидравлическая система регулирования усилия резания.;
- Автоматическое подъём рамы при завершении резки.
|
Угол пиления заготовок 90°; 15°; 30°; 45°; 60°. Поворот рамы происходит на угол кратный 1°, поворот производится механически. Рама станка поворачивается за счёт жёсткого поворотного механизма. |

|
Панель управления встроена в тумбу станка. Длина подачи заготовки контролируется автоматически c ЧПУ (СNC). ЧПУ станка строится на PLC контроллере. Сенсорный дисплей управления. |
|
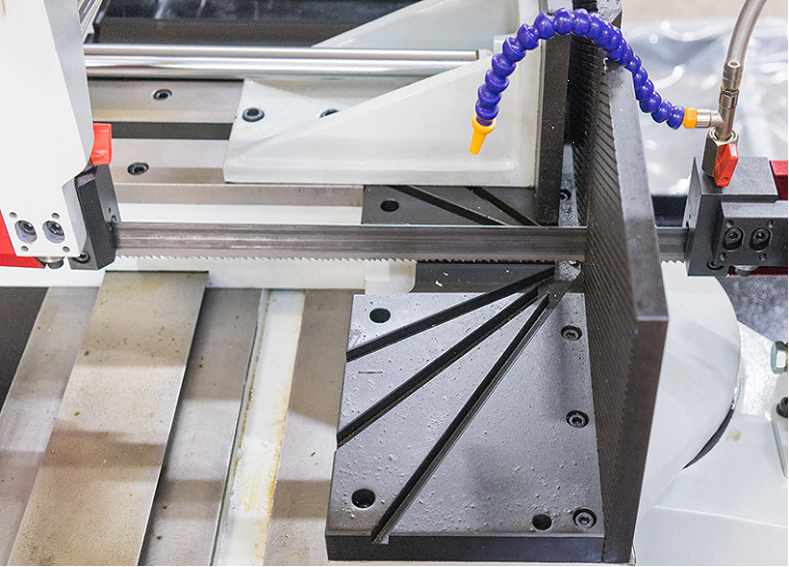
Движение происходит по линейным направляющим гарантирующим точность подачи. |

|
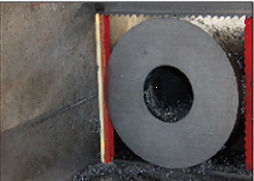
Индикатор натяжения полотна
Механическое натяжение полотна. Концевик контроля натяжения полотна, оберегающий станок от поломок в случае если лента повреждена.
|
|
Тиски гидравлические (стационарные и подающие) |

|
Fixed vice clamp – регулировка усилия зажима стационарных тисков Feed vice clamp - регулировка усилия зажима подающих тисков |
|
Основание тисков в зоне резания. Твёрдосплавные пластины в блоках натяжения полотна. |

|
В тумбе станка размещён бак для стружки и слива СОЖ |
|
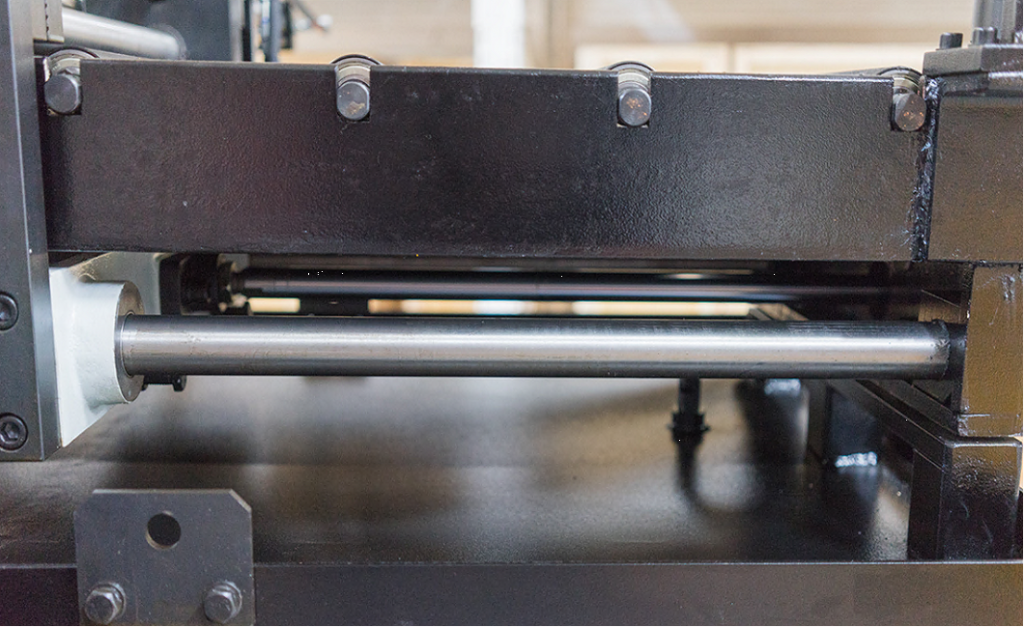
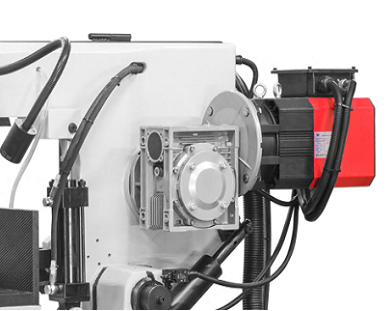
Зубчатый привод. |
|
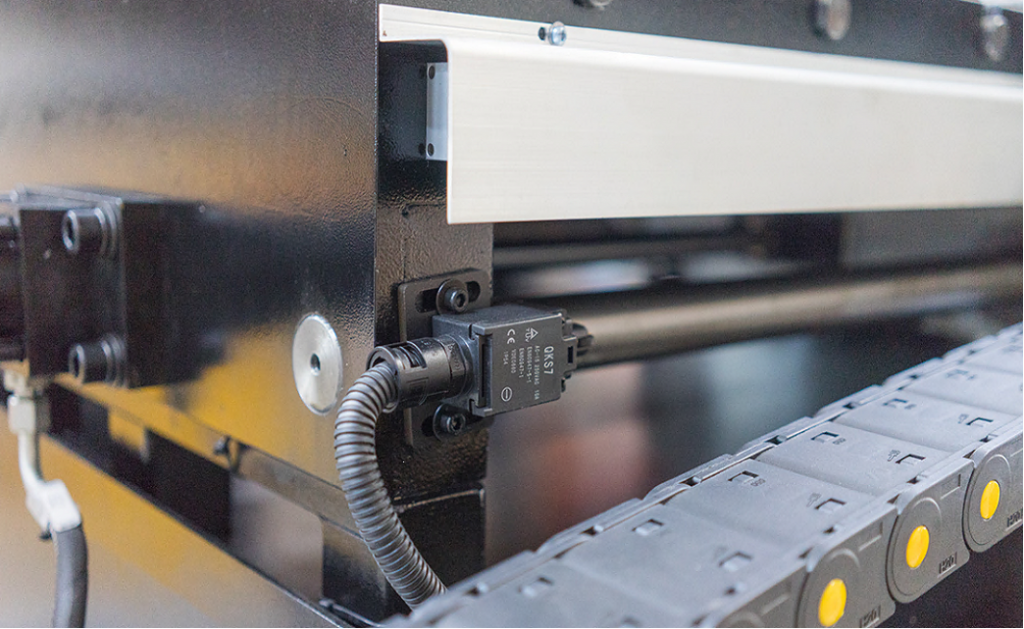
Датчик остановки подвижных тисков |
|
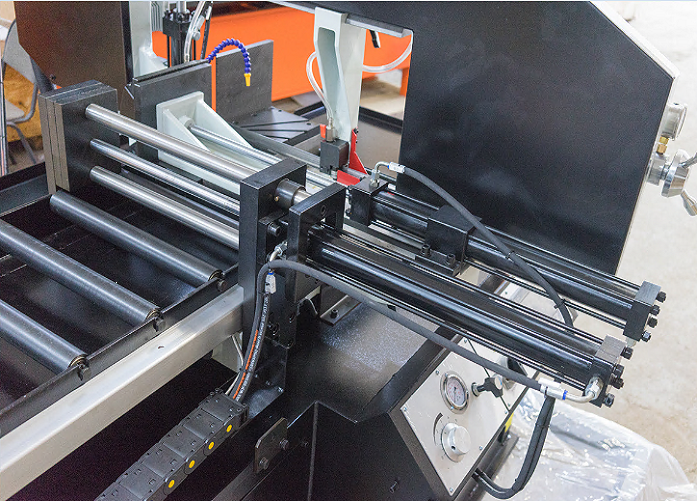
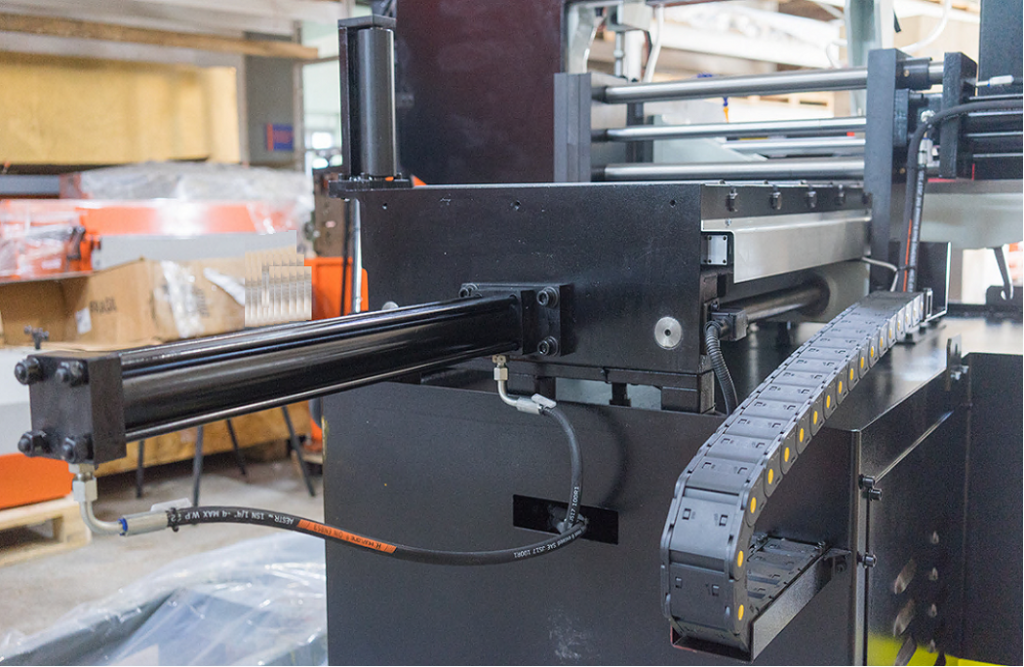
Механизмы движения для тисков подачи заготовки. |
|
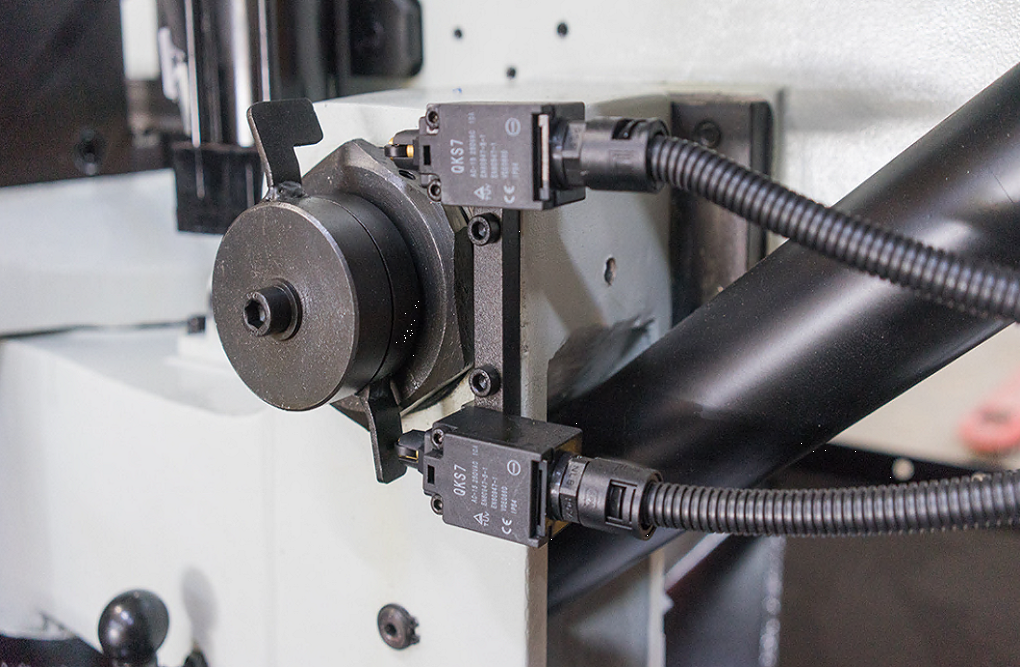
Датчики на подъём и опускание рамы. |
В стандартную комплектацию входят:
- Ленточнопильный станок;
- Ленточнопильное полотно, установленное на станке;
- Сенсорный экран панели управления;
- Гидравлические зажимные тиски (дополнительным гидравлическим прижимом для пакетной резки не комплектуется);
- Автоматический зажим и подача материала в зону резания, гидравлический привод с PLC контроллером;
- Гидроцилиндр подъёма пильной рамы;
- Регулировка подачи пильной рамы;
- Лампа дополнительного освещения;
- Механическое натяжение полотна;
- Индикатор натяжения полотна (тензометр);
- Серводвигатель для плавной регулировки скорость вращения полотна 15-90 м/мин;
- Система охлаждения режущего инструмента и заготовки;
- Трехметровый подающий платформа (рольганг) – 1 шт;
- Трехметровая принимающая платформа (рольганг) – 1 шт;
- Механическое ограждение (эффективная защита оператора).
Чтобы приобрести понравившийся товар, необходимо его забронировать. Есть несколько сценариев того, как это можно сделать.
- Нажать кнопку «Забронировать». Заполнить форму. Вписать информацию в поля: ФИО, телефон и e-mail. Далее нажать на кнопку «Отправить». Затем вам перезвонит наш менеджер, чтобы подтвердить ваше согласие на совершение покупки.
- Связаться с нами по телефону 7 800 707 92 21 или по электронной почте info@cpo-rf.ru, чтобы оформить заказ и получить дополнительную информацию.
Мы заключаем договор поставки, согласовываем объем оплаты. После предоплаты на расчетный счет отгружаем готовую продукцию.
Предоставляем несколько способов оплаты:
Оплата наличными
Заказ оплачивается наличными и осуществляется в нашем магазине по адресу г. Барнаул, ул Попова 181/3. Вместе с заказом выдается кассовый и товарный чек.
Оплата в безналичной форме
Возможна как для юридических, так и для физических лиц. После согласования заказа наш специалист вышлет Вам на электронную почту счет для оплаты. Необходимый для бухгалтерии пакет документов (оригинал счета на оплату, счет-фактура, накладная) будет выслан Вам вместе с заказом. Оплатите заказ через любой банк, действующий на территории России.
«Центр Промышленного Оборудования» сотрудничает с проверенными партнёрами-транспортными компаниями для доставки товаров по РФ и странам СНГ, а также готова организовать доставку через любую другую транспортную компанию по выбору клиента.
Доставка до терминала выбранной компании осуществляется бесплатно, в то время как стоимость перевозки до конечного пункта оплачивается заказчиком.
Стоимость и сроки доставки варьируются в зависимости от условий перевозки.
Доставка осуществляется со складов Барнаула, Новосибирска, Москвы, Екатеринбурга, Санкт-Петербурга.
Оборудование также может быть получено уполномоченным представителем Покупателя со склада в г Барнауле.
Передача оборудования Покупателю осуществляется при оформленной, надлежащим образом, доверенности, подтверждающей полномочия представителя Покупателя на получение товарно-материальных ценностей. По всем возникающим вопросам, пожалуйста, обращайтесь к нам по телефону 7 800 707 92 21 или отправьте свой запрос на info@cpo-rf.ru. Мы постоянно развиваем складскую программу в Барнауле и обеспечиваем наших клиентов актуальными запасами интересующей их продукции.
Вам может понравиться





Наши проекты
Услуги
Статьи
Разбираем, какая станочная оснастка нужна в первую очередь — тиски, патроны, оправки и поворотные столы.
Без лишней теории: только конкретные виды, приоритеты закупки и критерии выбора под разные типы станков.
В статье разбираем, как правильно подготовить станок к длительному простою: какие средства защиты выбрать, в каком порядке проводить консервацию, как упаковать электрику и направляющие — и что проверить при выводе из хранения.
Как выстроить металлообработку так, чтобы закрывать любые заказы без простоев и отказов клиентам? В этой статье разбираем, как собрать универсальный парк станков под единичное производство
Новое оборудование — не всегда ответ на вопрос о росте производительности. Иногда станок, который стоит в цеху уже десять лет, способен работать на 20–30% эффективнее. Нужно просто знать, где искать потери.
Мы подготовили развёрнутый материал о том, как повысить производительность существующего парка станков без дополнительных крупных вложений. Без общих слов — только конкретные методы, которые проверены на реальных производствах.
Неровный пол, недостаточная мощность сети, отсутствие вентиляции — эти «мелочи» превращают запуск в долгий и дорогостоящий кошмар. Простои исчисляются неделями, а бюджет на монтаж неожиданно вырастает в два-три раза.
Мы собрали пошаговый чек-лист, который проведёт вас через все этапы: от оценки фундамента до пусконаладки.
Станки по металлу – главные «прожорливцы» на заводе. Но можно снизить их аппетит на 30–50%, не потеряв в производительности. Как? Ответ – в новой статье.
Рассказываем про частотные преобразователи, скрытые потери на холостом ходу, утечки воздуха и даём реальные расчёты окупаемости.
Для тех, кто считает деньги – обязательно к прочтению.
Выбор между кредитом и лизингом для покупки металлообрабатывающего оборудования — не про «где ставка ниже». Это про налоги, баланс, амортизацию и свободу распоряжаться активом.
В нашем новом материале мы честно сравнили оба варианта.
Прочитайте, прежде чем подписывать договор. Сэкономите не только деньги, но и нервы.
В новой статье разобрали по косточкам реальную себестоимость владения оборудованием.
Капитальные затраты, энергия, инструмент, простои, амортизация — покажем, как считать TCO и не переплачивать годами.
Читайте наш полный гайд.
Покупка нового металлообрабатывающего станка — это серьёзные инвестиции. Но как убедиться, что вы получили именно то, за что заплатили? Без чёткого плана легко пропустить скрытые дефекты, потерять гарантию или попасть на дорогой ремонт.
Мы собрали полный чек-лист по приёмке: от проверки упаковки до подписания актов. Внутри — таблица этапов, разбор типовых ошибок заказчиков и 20 пунктов контроля геометрии, сварки и покрытий.
Почему слетает ленточная пила по металлу в разгар рабочей смены? Внезапный сбой останавливает линию, увеличивает расходы и срывает сроки.
Мы детально разобрали технические причины: от ошибок в регулировке натяжения до скрытого износа шкивов. Вы получите пошаговые инструкции по настройке и профилактике. Верните станку стабильность, сократите простои и повысьте выработку цеха.
Мы разобрали 20 критических ошибок, которые совершают операторы ленточнопильных станков — от неправильного натяжения полотна до игнорирования режимов обкатки. Каждая ошибка описана с конкретными последствиями и способом устранения. Без воды, с таблицами параметров и готовым чек-листом для ежесменной проверки.
Читайте, если хотите понять, почему полотна у вас живут вдвое меньше нормы — и как это исправить за одну рабочую смену.
Статья полезна мастерам, операторам станков и всем, кто хочет продлить срок службы оборудования и улучшить качество реза.
Ленточная пила-автомат отрезала уже сотую деталь — и вдруг размер поехал. Плюс миллиметр, минус полтора, снова плюс. Станок в порядке, полотно новое, оператор опытный. Откуда погрешность?
Нестабильный рез на ленточнопильном станке по металлу — одна из самых раздражающих неисправностей: она не ломает оборудование сразу, но методично переводит металл в брак. В статье разобрали все причины, по которым размер начинает «прыгать»: от тупых зубьев и неправильного шага полотна до износа шкивов и сбитого режима резания.
Вы знаете, сколько на самом деле стоит один час работы вашего станка? Не «примерно», а с цифрами по каждой статье затрат: амортизация, электроэнергия, ленточное полотно, аренда, зарплата оператора. Без этой суммы любая цена на услуги резки — это угадайка, а не экономика.
В статье разобрали полную методику расчёта станко-часа: пять составляющих, готовая формула и конкретный пример с реальными цифрами. Отдельный блок — расчёт времени резания заготовки и таблица режимов для разных марок стали и алюминия.
В новом практическом руководстве мы разбираем бережливые стратегии для металлообработки от философии до конкретных инструментов.
Вы выставили угол на станке, закрепили заготовку, запустили пилу — а на выходе получили зазор в сварном шве, перекос конструкции и часы дополнительной шлифовки?
Проблема не в станке — в 90% случаев ошибки при угловой резке происходят из-за игнорирования пяти критических факторов, о которых молчат производители оборудования.
Резка алюминия ленточной пилой: 10 шагов к идеальному резу без заусенцев и поломок полотна.
Алюминий кажется простым материалом — мягкий, лёгкий, режется легче стали. Но именно эта «мягкость» становится ловушкой: полотно забивается стружкой, кромки покрываются заусенцами, а операторы совершают ошибки, которые стоят дорогого инструмента и времени.
Алюминий не «слипается» на полотне и не засоряет зубья — если знать правила.
При неправильной настройке мягкий металл превращается в липкую массу, забивающую желобки полотна и вызывающую перегрев.
Но при грамотном подходе ленточная пила режет алюминий быстрее стали: на скоростях 600–1500 м/мин против 20–80 м/мин.
Вы выбираете пильное полотно и обращаете внимание только на количество зубьев и толщину? А зря!
Покрытие полотна — один из самых важных, но часто упускаемых из виду факторов, который напрямую влияет на срок службы инструмента, качество реза и общую производительность.