






НАЗНАЧЕНИЕ:
Ленточнопильный станок MetalTec HBS 255 FH предназначен для резки заготовок из металлов: цветных, никелевых, титановых, а также высоколегированных и конструкционных сталей.
Конструктивное устройство станка, классическое для данного типа оборудования: в качестве базы используется массивная станина, а в качестве режущего модуля – пильная рама. Непосредственно процесс резки осуществляется пильным полотном (ленточная пила), которая сварена в кольцо и установлена на пильной раме, методом натяжения на шкивы. Пильная рама опускается под собственным весом, а регулируемый гидравлический цилиндр (гидроразгрузка), позволяет регулировать скорость опускания пильной рамы, в зависимости от установленной заготовки и режимов пиления.
Преимущества ручных ленточнопильных станков по металлу:
- Высокая точность обработки.
- Превосходное качество резки.
- Экономия материала при обработке, за счет малой ширины резки.
- Возможность резки под разными углами – 0°- 45°
- Пакетная резка, и резка нескольких заготовок одновременно.
- Возможность резки сплошных и полых заготовок: труб, профилей и т.д.
Основные особенности станка MetalTec HBS 255 FH:
- Оптимальное соотношение цены и качества.
- Упор для серийной резки заготовок в комплекте поставки
- Регулируемые поворотные тиски для резки под углом до 45 °
- Тяжелая пильная рама обеспечивает жесткость и стабильное положение пильного полотна.
- Литая станина из серого чугуна рассчитана на обработку сплошных заготовок
- Быстрозажимные тиски существенно сокращают время переналадки станка оператором
Справочная информация

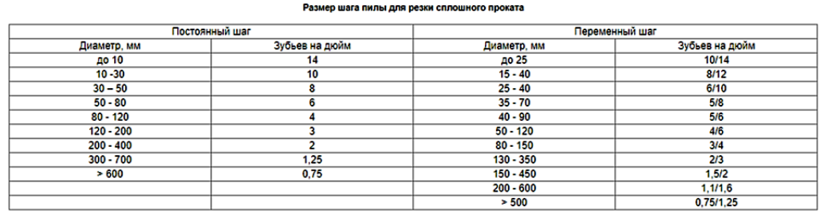
СХЕМА ОБРАБОТКИ:
| СТАЛЬНЫЕ ТРУБЫ | МЕТАЛЛИЧЕСКИЙ ПРОФИЛЬ | МЕТАЛЛИЧЕСКИЙ ПРУТОК |

|
|

|
| ДВУТАВРОВЫЕ БАЛКИ | ПРОКАТ РАЗЛИЧНОЙ ФОРМЫ | ШВЕЛЛЕР |
|

|
 |
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ:

|
ЖЕСТКАЯ И МАССИВНАЯ СТАНИНА Конструкция станка представляет собой надежное и жесткое основание (станина) на котором установлена прочная пильная рама из чугуна с редукторным приводом и ленточнопильным полотном. |

|
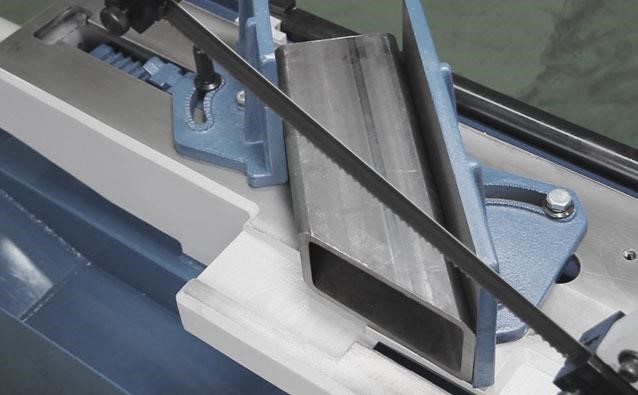
НАДЕЖНЫЕ МЕХАНИЧЕСКИЕ ПОВОРОТНЫЕ ТИСКИ Обеспечивают надежную фиксацию заготовки за счет большой площади поверхности рифленых губок и защищает от произвольного смещения заготовки. В движение тиски приводятся удобным маховиком в сочетании с рычагом быстрой доводки, тем самым существенно сокращается время наладки станка. |

|
СИСТЕМА ГИДРОРАЗГРУЗКИ
Опускание пильной рамы в зону резания заготовки происходит под собственным весом пильного модуля, где скорость опускания регулируется гидроцилиндром. |

|
УПРАВЛЯЕМЫЕ НАПРАВЛЯЮЩИЕ С ПОДШИПНИКАМИ Точность резки на станке достигается за счет перпендикулярно установленного ленточнопильного полотна, которое надежно поддерживается закаленными шариковыми подшипниками. |

|
ДВУХТОЧЕЧНАЯ АВТОМАТИЧЕСКАЯ СИСТЕМА ПОДАЧИ СОЖ Для удаления стружки из зоны резания, предотвращения перегрева режущей кромки инструмента и заготовки на станках Metaltec установлена автоматическая система подачи смазочно-охлаждающей жидкости (СОЖ). |

|
МОЩНЫЙ ДВИГАТЕЛЬ Возможность резки, как сплошных заготовок, так и полых, подтверждается установленным на станке мощным 1,5 кВт двигателем, в сочетании с тяжелой рамой станка. Скорость резки от 26 до 95 м/мин. подбирается оператором в зависимости от параметров материала и регулируется ременной передачей. |

|
РЕГУЛИРУЕМЫЙ УПОР Станок оснащен упором для серийной резки, который существенно сокращает время перенастройки оператором станка при серийной резке. |

|
ПАНЕЛЬ УПРАВЛЕНИЯ
Удобно размещенная на раме станка панель управления, позволяет оператору вносить корректировки в процесс пиления сплошных заготовок больших диаметров и экономит место рабочей площади оборудования. |
- жесткая и массивная станина
- регулируемый упор
- надежные механические поворотные тиски
- двухточечная автоматическая система подачи сож
- управляемые направляющие с подшипниками
- система гидроразгрузки
Чтобы приобрести понравившийся товар, необходимо его забронировать. Есть несколько сценариев того, как это можно сделать.
- Нажать кнопку «Забронировать». Заполнить форму. Вписать информацию в поля: ФИО, телефон и e-mail. Далее нажать на кнопку «Отправить». Затем вам перезвонит наш менеджер, чтобы подтвердить ваше согласие на совершение покупки.
- Связаться с нами по телефону 7 800 707 92 21 или по электронной почте info@cpo-rf.ru, чтобы оформить заказ и получить дополнительную информацию.
Мы заключаем договор поставки, согласовываем объем оплаты. После предоплаты на расчетный счет отгружаем готовую продукцию.
Предоставляем несколько способов оплаты:
Оплата наличными
Заказ оплачивается наличными и осуществляется в нашем магазине по адресу г. Барнаул, ул Попова 181/3. Вместе с заказом выдается кассовый и товарный чек.
Оплата в безналичной форме
Возможна как для юридических, так и для физических лиц. После согласования заказа наш специалист вышлет Вам на электронную почту счет для оплаты. Необходимый для бухгалтерии пакет документов (оригинал счета на оплату, счет-фактура, накладная) будет выслан Вам вместе с заказом. Оплатите заказ через любой банк, действующий на территории России.
«Центр Промышленного Оборудования» сотрудничает с проверенными партнёрами-транспортными компаниями для доставки товаров по РФ и странам СНГ, а также готова организовать доставку через любую другую транспортную компанию по выбору клиента.
Доставка до терминала выбранной компании осуществляется бесплатно, в то время как стоимость перевозки до конечного пункта оплачивается заказчиком.
Стоимость и сроки доставки варьируются в зависимости от условий перевозки.
Доставка осуществляется со складов Барнаула, Новосибирска, Москвы, Екатеринбурга, Санкт-Петербурга.
Оборудование также может быть получено уполномоченным представителем Покупателя со склада в г Барнауле.
Передача оборудования Покупателю осуществляется при оформленной, надлежащим образом, доверенности, подтверждающей полномочия представителя Покупателя на получение товарно-материальных ценностей. По всем возникающим вопросам, пожалуйста, обращайтесь к нам по телефону 7 800 707 92 21 или отправьте свой запрос на info@cpo-rf.ru. Мы постоянно развиваем складскую программу в Барнауле и обеспечиваем наших клиентов актуальными запасами интересующей их продукции.
Вам может понравиться



Наши проекты
Услуги
Статьи
Новое оборудование — не всегда ответ на вопрос о росте производительности. Иногда станок, который стоит в цеху уже десять лет, способен работать на 20–30% эффективнее. Нужно просто знать, где искать потери.
Мы подготовили развёрнутый материал о том, как повысить производительность существующего парка станков без дополнительных крупных вложений. Без общих слов — только конкретные методы, которые проверены на реальных производствах.
Неровный пол, недостаточная мощность сети, отсутствие вентиляции — эти «мелочи» превращают запуск в долгий и дорогостоящий кошмар. Простои исчисляются неделями, а бюджет на монтаж неожиданно вырастает в два-три раза.
Мы собрали пошаговый чек-лист, который проведёт вас через все этапы: от оценки фундамента до пусконаладки.
Станки по металлу – главные «прожорливцы» на заводе. Но можно снизить их аппетит на 30–50%, не потеряв в производительности. Как? Ответ – в новой статье.
Рассказываем про частотные преобразователи, скрытые потери на холостом ходу, утечки воздуха и даём реальные расчёты окупаемости.
Для тех, кто считает деньги – обязательно к прочтению.
Выбор между кредитом и лизингом для покупки металлообрабатывающего оборудования — не про «где ставка ниже». Это про налоги, баланс, амортизацию и свободу распоряжаться активом.
В нашем новом материале мы честно сравнили оба варианта.
Прочитайте, прежде чем подписывать договор. Сэкономите не только деньги, но и нервы.
В новой статье разобрали по косточкам реальную себестоимость владения оборудованием.
Капитальные затраты, энергия, инструмент, простои, амортизация — покажем, как считать TCO и не переплачивать годами.
Читайте наш полный гайд.
Покупка нового металлообрабатывающего станка — это серьёзные инвестиции. Но как убедиться, что вы получили именно то, за что заплатили? Без чёткого плана легко пропустить скрытые дефекты, потерять гарантию или попасть на дорогой ремонт.
Мы собрали полный чек-лист по приёмке: от проверки упаковки до подписания актов. Внутри — таблица этапов, разбор типовых ошибок заказчиков и 20 пунктов контроля геометрии, сварки и покрытий.
Почему слетает ленточная пила по металлу в разгар рабочей смены? Внезапный сбой останавливает линию, увеличивает расходы и срывает сроки.
Мы детально разобрали технические причины: от ошибок в регулировке натяжения до скрытого износа шкивов. Вы получите пошаговые инструкции по настройке и профилактике. Верните станку стабильность, сократите простои и повысьте выработку цеха.
Мы разобрали 20 критических ошибок, которые совершают операторы ленточнопильных станков — от неправильного натяжения полотна до игнорирования режимов обкатки. Каждая ошибка описана с конкретными последствиями и способом устранения. Без воды, с таблицами параметров и готовым чек-листом для ежесменной проверки.
Читайте, если хотите понять, почему полотна у вас живут вдвое меньше нормы — и как это исправить за одну рабочую смену.
Статья полезна мастерам, операторам станков и всем, кто хочет продлить срок службы оборудования и улучшить качество реза.
Вы знаете, сколько на самом деле стоит один час работы вашего станка? Не «примерно», а с цифрами по каждой статье затрат: амортизация, электроэнергия, ленточное полотно, аренда, зарплата оператора. Без этой суммы любая цена на услуги резки — это угадайка, а не экономика.
В статье разобрали полную методику расчёта станко-часа: пять составляющих, готовая формула и конкретный пример с реальными цифрами. Отдельный блок — расчёт времени резания заготовки и таблица режимов для разных марок стали и алюминия.
В новом практическом руководстве мы разбираем бережливые стратегии для металлообработки от философии до конкретных инструментов.
Вы выставили угол на станке, закрепили заготовку, запустили пилу — а на выходе получили зазор в сварном шве, перекос конструкции и часы дополнительной шлифовки?
Проблема не в станке — в 90% случаев ошибки при угловой резке происходят из-за игнорирования пяти критических факторов, о которых молчат производители оборудования.
Резка алюминия ленточной пилой: 10 шагов к идеальному резу без заусенцев и поломок полотна.
Алюминий кажется простым материалом — мягкий, лёгкий, режется легче стали. Но именно эта «мягкость» становится ловушкой: полотно забивается стружкой, кромки покрываются заусенцами, а операторы совершают ошибки, которые стоят дорогого инструмента и времени.
Алюминий не «слипается» на полотне и не засоряет зубья — если знать правила.
При неправильной настройке мягкий металл превращается в липкую массу, забивающую желобки полотна и вызывающую перегрев.
Но при грамотном подходе ленточная пила режет алюминий быстрее стали: на скоростях 600–1500 м/мин против 20–80 м/мин.
Вы выбираете пильное полотно и обращаете внимание только на количество зубьев и толщину? А зря!
Покрытие полотна — один из самых важных, но часто упускаемых из виду факторов, который напрямую влияет на срок службы инструмента, качество реза и общую производительность.
Почему одно ленточное полотно быстро затупляется при работе со «сталью», а другое справляется без проблем? Всё дело в типе углеродистой стали.
Из нашей статьи вы узнаете, чем отличаются низко-, средне- и высокоуглеродистые марки стали, как содержание углерода влияет на твёрдость, свариваемость и обрабатываемость, а также почему важна даже разница в 0,01 % углерода.
Мы собрали ключевые рекомендации по выбору полотна, настройке станка, параметрам резки и правильному уходу за оборудованием.
Полезно для операторов, технологов и мастеров участков металлообработки.
Резка труб ленточной пилой — это не просто «пилить как пруток». Из-за полой структуры возникает прерывистый рез, вибрация и риск повреждения полотна.
В нашей статье — подробное руководство по выбору шага зубьев (TPI), различия между резкой одиночных труб и пакетов, влияние материала, толщины стенки и состояния заготовки.