








НАЗНАЧЕНИЕ:
Гидравлический листогибочный пресс MetalTec HBС предназначен для гибки листового металла. Операция гибки может выполняться по всей рабочей длине, либо сегментно.
ОБЛАСТЬ ПРИМЕНЕНИЯ:
Применяется при производстве различных изделий из листовой стали. Практически любая отрасль машиностроения и металлообработки: машиностроение, судостроение, аэрокосмическая отрасль, производство мебели для лабораторий, медицинская техника и мебель, а также многие другие:
- детали кузова машин;
- воздуховоды и системы вентиляции;
- элементы напольных покрытий, лестницы, двери и лифтовые кабины;
- корпуса электрошкафов и аналогичных устройств;
- кожуха и короба, для практически любого вида оборудования и машин;
- устройства и приборы бытового назначения;
- декоративные изделия;
- и т.д.
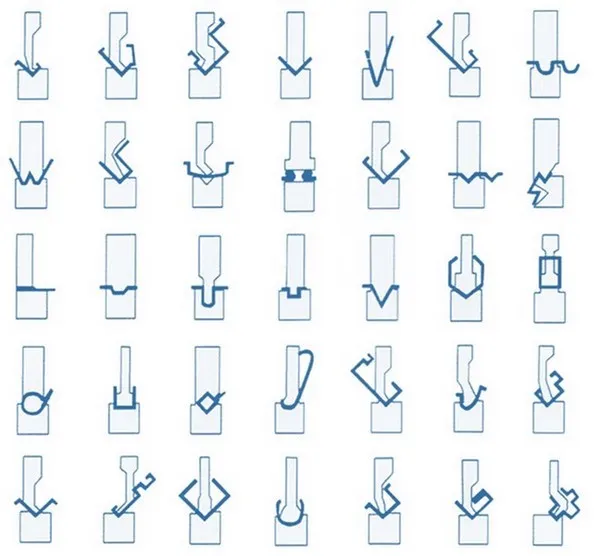
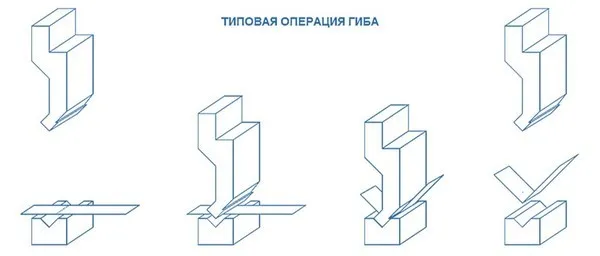
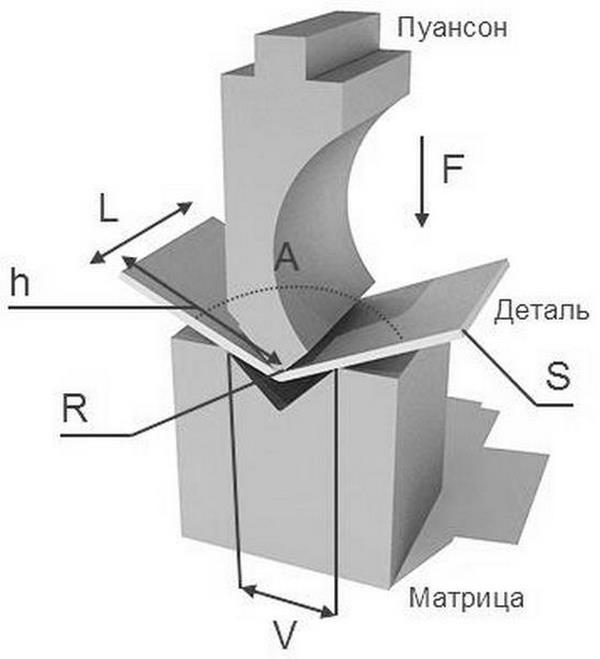
СХЕМЫ ОБРАБОТКИ:
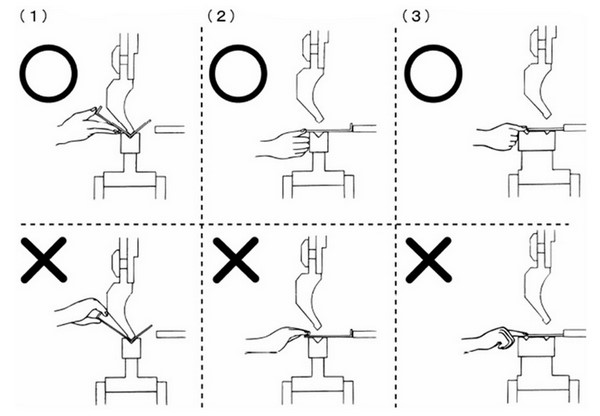
МЕРЫ БЕЗОПАСНОСТИ ПРИ РАБОТЕ:

РАССЧЕТ УСИЛИЯ НА ДЛИНУ ГИБА ЗАГОТОВКИ - 1 МЕТР:
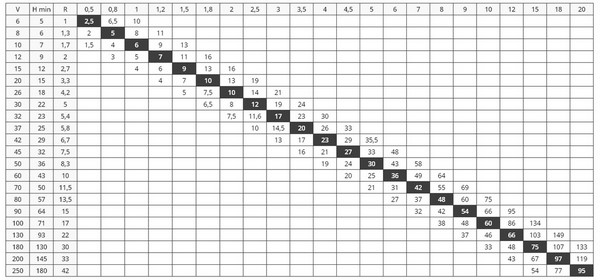
|
F (усилие, тоннаж), тонн - общее необходимое усилие для осуществления гиба;
F = (1,42 x TS x S2 x L) / 1000 x V |
Конструктивные особенности
|
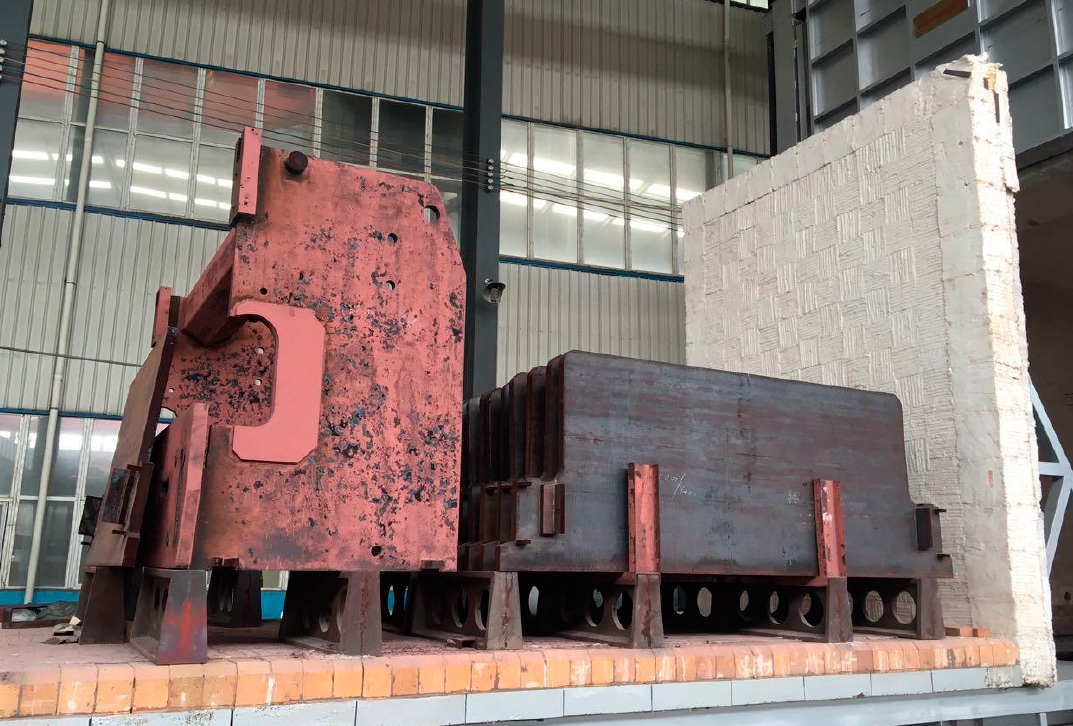
МАССИВНАЯ СТАНИНА Массивная цельносварная станина, изготовлена из высокопрочной стали. РАМ и основание изготавливаются за один установ, после чего для снятия напряжения металла проходят обжиг при высоких температурах. Чем достигается стабильность конструкции, долговечность и жесткость. |
|
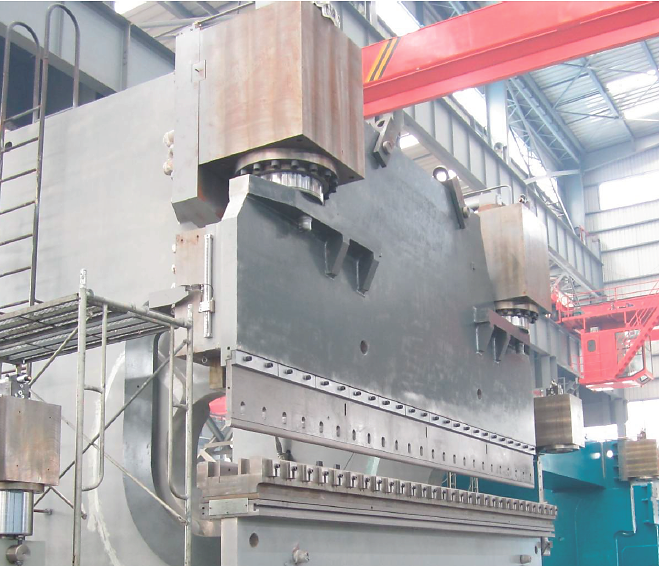
ГИДРОЦИЛЛИНДРЫ Обеспечивают создание давящего усилие на РАМ пресса, который перемещается сверху вниз, осуществляет механическую деформацию подаваемого в зону обработки материала (процесс гибки). |
|
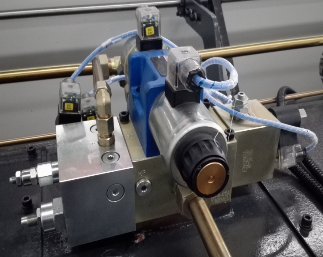
ГИДРАВЛИЧЕСКАЯ СИСТЕМА И КЛАПАНЫ BOSCH-REXROTH (ГЕРМАНИЯ) Гидравлическая система ведущего мирового производителя. Оптимальное распределение нагрузки и давления системы, благодаря клапанам немецкого качества. |

|
ГИДРАВЛИЧЕСКАЯ ПОМПА SUNNY (США) Обеспечивают надёжную работу гидравлической системы, за счет высоких эксплуатационных показателей и признанной мировыми производителями надежности. |

|
ОПТИЧЕСКИЕ ЛИНЕЙКИ FAGOR Прецизионные оптические линейки FAGOR (Испания) ). Точность позиционирования Y1/Y2 - ± 0,005 мм. (ОСИ Y1+Y2). Измерения положения верхней балки и синхронизация ее работы. |

|
ПЕРЕДНИЕ ПОДДЕРЖИВАЮЩИЕ УПОРЫ / ПРОДВИЖЕНИЕ МАТЕРИАЛА (ОПЦИОНАЛЬНО) Позволяют базировать лист, облегчая задачу оператору. Упоры можно отрегулировать по высоте и по ширине рабочего стола. Тип и функционал подбираются по задаче клиента. |
|
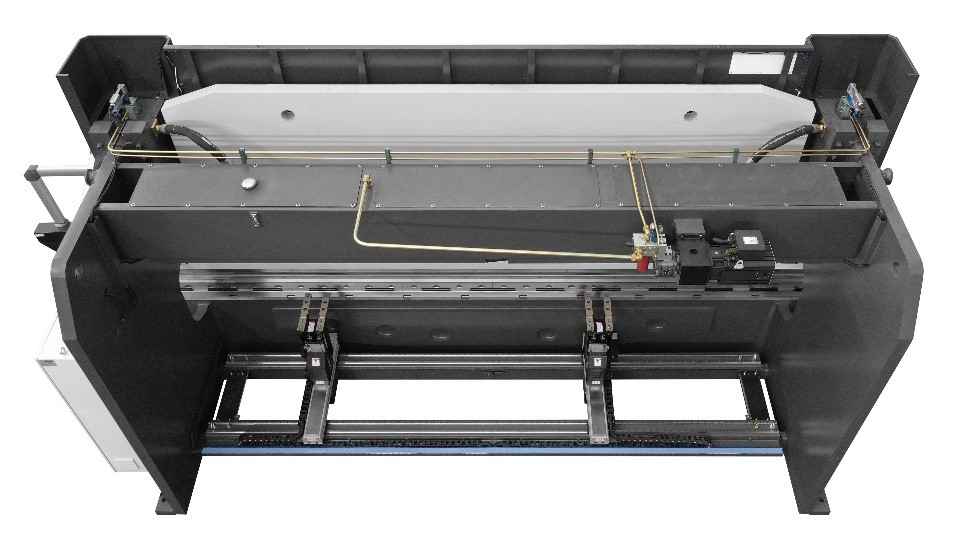
ВЫСОКОТОЧНЫЕ ЖЕСТКИЕ ЗАДНИЕ УПОРЫ (ОСЬ Х) Автоматическая регулировка балки задних упоров по оси Х – относительно оператора вперед/назад. Блок задних упоров перемещается по высокоточным направляющим HIWIN (Тайвань), благодаря чему достигается высочайшая точность позиционирования. Ось R/Z – могут быть добавлены ОПЦИОНАЛЬНО, в зависимости от задачи. |

|
НАДЕЖНЫЙ И МОЩНЫЙ ДВИГАТЕЛЬ Серия SIEMENS - это высокоэффективный низковольтный трехфазный электродвигатель, изготовленный SIEMENS ltd в соответствии со стандартом IEC & GB. Материал корпуса - чугун. |

|
ЭЛЕКТРОШКАФ С ЭЛЕКТРОКОМПОНЕНТАМИ SCHNEIDER (ФРАНЦИЯ) Промышленный изолированный электрошкаф, надежно защищает электрокомпоненты от воздействия внешней среды, пыли, влаги и т.д. Удобный и быстрый доступ. |

|
ГИБОЧНЫЙ ИНСТРУМЕНТ Гибочный инструмент подбирается по задаче. Возможно оснащение универсальным гибочным инструментом. |

|
СИСТЕМА УПРАВЛЕНИЯ DELEM DA-53T (ОПЦИОНАЛЬНО МОГУТ БЫТЬ УСТАНОВЛЕНЫ ДРУГИЕ ЧПУ КОНТРОЛЛЕРЫ) Технологичная и функциональная система управления, подходит для большинства задач. Удобна и эргономична, в условиях различной степени загруженности. Позволяет оптимизировать и сохранять операции гиба, и воспроизводить без потери времени. |
- СИСТЕМА УПРАВЛЕНИЯ Delem Da-53T
- НАСОС ГИДРАВЛИЧЕСКОЙ СИСТЕМЫ SUNNY (США)
- ОПТИЧЕСКИЕ ЛИНЕЙКИ СИНХРОНИЗАЦИИ FAGOR (Испания)
- КЛАПАНЫ ГИДРАВЛИЧЕСКОЙ СИСТЕМЫ BOSCH-Rexroth (Германия)
- УПЛОНИТЕЛЬНЫЕ КОЛЬЦА NOK (Япония)
- ШАРИКОВИНТОВЫЕ ПАРЫ И ЛИНЕЙНЫЕ НАПРАВЛЯЮЩИЕ HIWIN (Тайвань)
- ГЛАВНЫЙ ДВИГАТЕЛЬ Siemens (Siemens Beide Standard Motors Ltd. (SSML))
- ЭЛЕКТРОКОМПОНЕНТЫ SCHNEIDER (Франция)
- ГИДРОЦИЛИНДРЫ 2 шт (опционально 4)
- КОМПЕНСАЦИЯ ПРОГИБА Электромеханическая (Автоматическая)
- ПУЛЬТ НОЖНОГО ПРИВОДА (ПЕДАЛЬ) KACON (Ю. Корея)
Чтобы приобрести понравившийся товар, необходимо его забронировать. Есть несколько сценариев того, как это можно сделать.
- Нажать кнопку «Забронировать». Заполнить форму. Вписать информацию в поля: ФИО, телефон и e-mail. Далее нажать на кнопку «Отправить». Затем вам перезвонит наш менеджер, чтобы подтвердить ваше согласие на совершение покупки.
- Связаться с нами по телефону 7 800 707 92 21 или по электронной почте info@cpo-rf.ru, чтобы оформить заказ и получить дополнительную информацию.
Мы заключаем договор поставки, согласовываем объем оплаты. После предоплаты на расчетный счет отгружаем готовую продукцию.
Предоставляем несколько способов оплаты:
Оплата наличными
Заказ оплачивается наличными и осуществляется в нашем магазине по адресу г. Барнаул, ул Попова 181/3. Вместе с заказом выдается кассовый и товарный чек.
Оплата в безналичной форме
Возможна как для юридических, так и для физических лиц. После согласования заказа наш специалист вышлет Вам на электронную почту счет для оплаты. Необходимый для бухгалтерии пакет документов (оригинал счета на оплату, счет-фактура, накладная) будет выслан Вам вместе с заказом. Оплатите заказ через любой банк, действующий на территории России.
«Центр Промышленного Оборудования» сотрудничает с проверенными партнёрами-транспортными компаниями для доставки товаров по РФ и странам СНГ, а также готова организовать доставку через любую другую транспортную компанию по выбору клиента.
Доставка до терминала выбранной компании осуществляется бесплатно, в то время как стоимость перевозки до конечного пункта оплачивается заказчиком.
Стоимость и сроки доставки варьируются в зависимости от условий перевозки.
Доставка осуществляется со складов Барнаула, Новосибирска, Москвы, Екатеринбурга, Санкт-Петербурга.
Оборудование также может быть получено уполномоченным представителем Покупателя со склада в г Барнауле.
Передача оборудования Покупателю осуществляется при оформленной, надлежащим образом, доверенности, подтверждающей полномочия представителя Покупателя на получение товарно-материальных ценностей. По всем возникающим вопросам, пожалуйста, обращайтесь к нам по телефону 7 800 707 92 21 или отправьте свой запрос на info@cpo-rf.ru. Мы постоянно развиваем складскую программу в Барнауле и обеспечиваем наших клиентов актуальными запасами интересующей их продукции.
Акции
Вам может понравиться

Наши проекты
Услуги
Статьи
Работать на листогибочном прессе одному — не проблема, если знаешь порядок. Проблема начинается тогда, когда после пяти попыток угол всё равно уходит, края заготовки не совпадают, а деталь отправляется в брак. Знакомо?
В статье — конкретная последовательность действий перед первым гибом, таблица расчёта усилий под разные толщины и матрицы, разбор пяти типичных дефектов с причинами и способами устранения. Отдельно — о том, почему настройка, которая работала вчера, сегодня вдруг даёт брак: что такое «бунт материала» и как с ним справляться без переналадки с нуля.
В этой статье разберём, как согнуть сайдинг на гидравлическом листогибочном прессе — от подготовки заготовки и настройки станка до изготовления угловых профилей, корабельной планки и доборных элементов. Вы узнаете, какие параметры важно выставить заранее, почему металл «пружинит» после гибки и как это учесть, а также когда гидравлика выигрывает у ручного листогиба по всем статьям.
Читайте, если хотите получить аккуратный профиль с первого раза — без брака и переделок.
Неровный угол, трещина на внешнем радиусе, деталь «уехала» на миллиметр от линии гиба — всё это следствие одного и того же: неправильной настройки. Листогибочный пресс по металлу не прощает небрежности в подготовке, зато при грамотном подходе выдаёт стабильный результат на каждой смене.
В этой статье — полное практическое руководство по настройке листогибочного оборудования. Разобрали всё: как рассчитать компенсацию пружинения, как выставить задний упор без электроники, как откалибровать станок с ЧПУ и что проверять перед каждой сменой.
Внешне они похожи, оба работают с металлом и оба называются «прессами». Но путать их — дорого: ошибка в выборе оборудования может стоить миллионов рублей простоев и брака.
Листогибочный пресс гнёт без удаления материала, штамповочный — пробивает отверстия и вырезает контуры. Это фундаментальное различие определяет всё: от производительности до окупаемости.
Листогибочный пресс — универсальный станок, но не все материалы одинаково поддаются гибке.
Ошибка в выборе материала или параметров может стоить дорого: трещины на алюминии, задиры на меди, недогиб на высокопрочной стали.
При этом правильный подход позволяет гнуть даже нержавейку и акрил с идеальным качеством.
Какой листогибочный пресс обеспечивает максимальную скорость гибки — механический, гидравлический, электрический или гибридный?
В нашей статье мы прослеживаем эволюцию листогибочных прессов от ручных методов XIX века до современных станков с ЧПУ и анализируем, как тип привода напрямую влияет на производительность.
Хотите добиться безупречного качества гибки на листогибочном прессе? Дело не только в самом оборудовании — решающую роль играют упругость материала, точность расчёта развёртки, правильный выбор инструментов, чистота рабочей зоны и грамотное техническое обслуживание.
Независимо от того, работаете ли вы на гидравлическом, электрическом или гибридном прессе с ЧПУ, эти рекомендации помогут повысить точность, сократить количество брака и продлить срок службы оборудования.
В статье разобраны все основные виды гибки — валковая, угловая, профильная и фланцевая. Отдельно — расчёты: K-фактор, припуск на изгиб, плоская длина заготовки с формулами и живым примером для алюминия. Плюс таблица подбора матриц под толщину листа и разбор пяти дефектов, которые чаще всего встречаются в цехе.
Материал будет полезен конструкторам, технологам и всем, кто работает с листовым металлом и хочет получать точный результат с первого раза.
Как выполнять сложные гибки на листогибочном прессе без брака и травм?
В статье — практические рекомендации по выбору материала, оснастки и методов гибки, советы по настройке станка, технике безопасности и техническому обслуживанию.
Узнайте, как превратить сложные проекты в точные, повторяемые и безопасные операции.
Знаете ли вы, что неправильный уход за расходными материалами может снизить точность гибки на 30 % и вдвое сократить срок службы листогибочного станка?
В нашей новой статье — полное руководство по расходным материалам для листогибочных прессов и автоматических гибочных центров: от пуансонов и гидравлической жидкости до роботизированных захватов и систем безопасности.
Вы думаете, что сломать листогибочный пресс — это сложно?
Нет. Достаточно выбрать не тот V-паз, загрузить заготовку с краю — и через 5 циклов вы получите трещину в станине, скол пуансона и простой на неделю.
В этой статье — разбор 5 самых дорогостоящих ошибок, которые совершают даже опытные операторы.
Вы думаете, что главное в гибке — просто «нажать» пуансоном?
Ошибка. Настоящее качество рождается в паре: пуансон + матрица = точный изгиб.
Если вы работаете на листогибочном прессе, эта статья поможет вам избежать ошибок, снизить нагрузку, продлить срок службы инструмента и добиться идеальной геометрии с первого раза.
В этой статье подробно сравниваются гидравлическая и механическая системы компенсации прогиба, их преимущества, недостатки и даются рекомендации по выбору.
Узнайте, как добиться идеальной точности гибки по всей длине заготовки.